一、新旧版FMEA五大核心变革详解
新版FMEA(AIAG&VDA联合手册)相比旧版(AIAG第四版/VDA旧版)进行了系统性重构,主要体现在以下五大变革:
变革1:统一方法论——从"填表"到"七步法"
旧版问题:美系AIAG与德系VDA标准不统一,分析流程松散,容易变成"填表游戏"
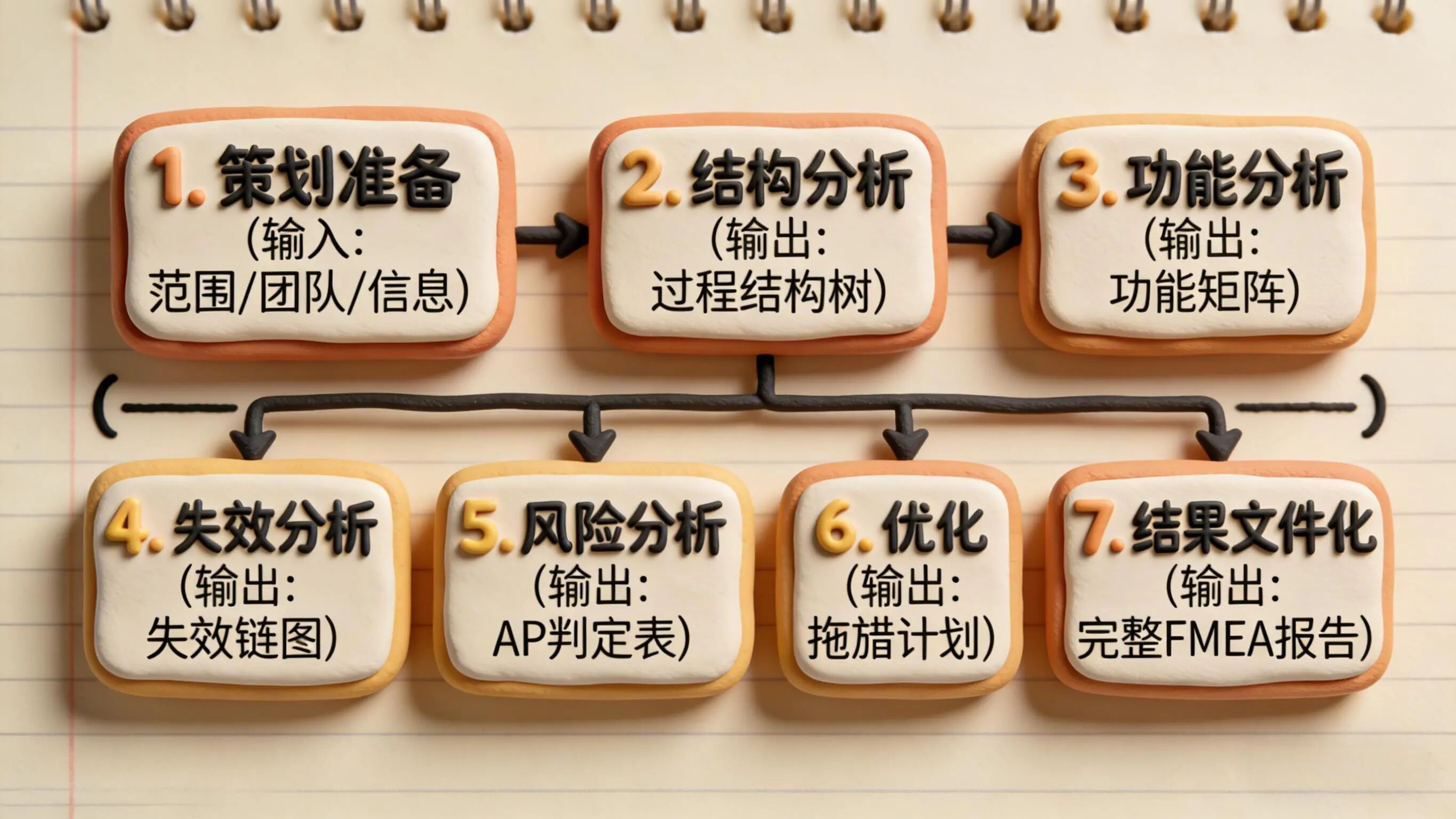
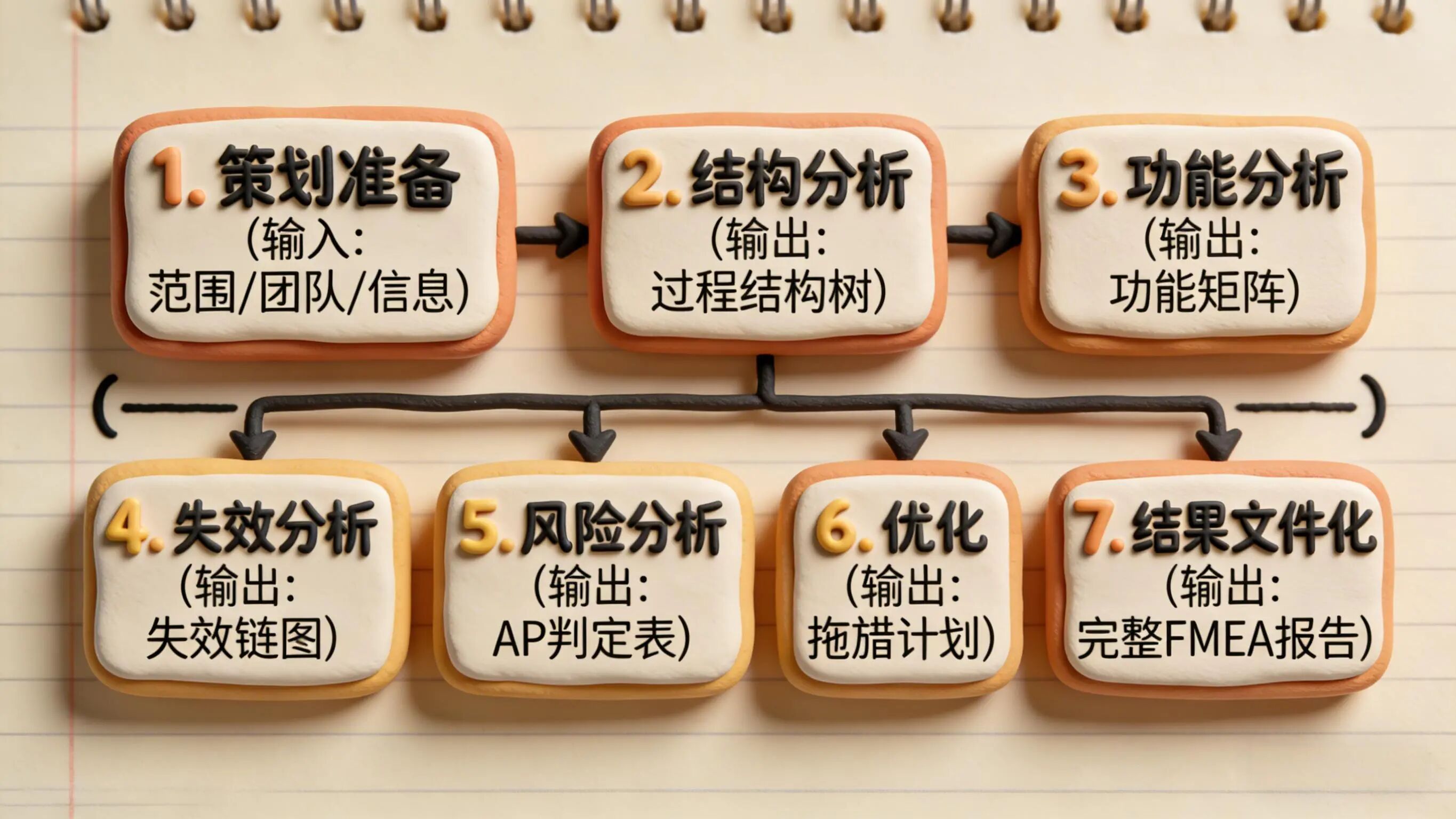
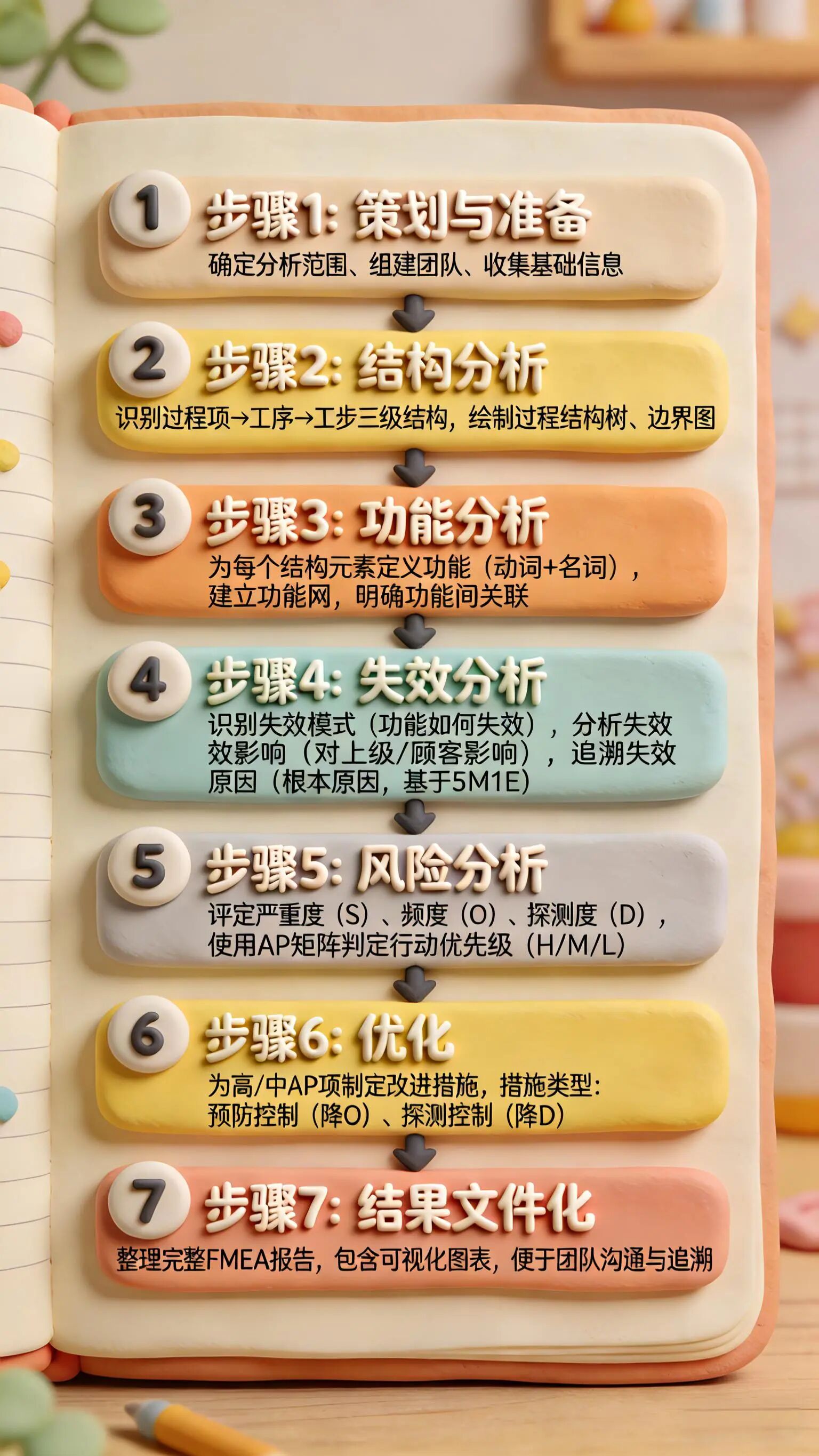
新版变革:强制采用结构化的七步法流程:
策划与准备:明确范围、组建跨职能团队、设定时间计划
结构分析:绘制结构树/边界图,厘清系统→子系统→组件/工序→工步的层级关系
功能分析:用"动词+名词"明确定义功能,建立功能网
失效分析:按照"失效影响→失效模式→失效原因"构建失效链
风险分析:S/O/D评分 + AP行动优先级判定
优化:制定预防/探测措施,明确责任人与期限
结果文件化:归档、更新、形成管理闭环
工艺工程师意义:避免零散分析,确保从工序到失效的完整逻辑链条
变革2:分析视角深化——从"零件导向"到"功能导向"
旧版问题:以零件/工序为中心罗列失效,容易遗漏关键风险
新版变革:强制先定义"功能",再分析"功能如何失效"
功能定义格式:"动词+名词",如"焊接钢板"、"装配螺栓"
功能要求:可量化标准,如"焊接强度≥30MPa"、"装配扭矩20±2Nm"
可视化工具:必须附结构树、功能网、失效链图
工艺工程师意义:聚焦过程功能实现,而非单纯工序检查
变革3:失效描述规范化——构建完整"失效链"
旧版问题:失效模式、影响、原因描述模糊,逻辑关系不清晰
新版变革:严格区分并建立因果关系链:

失效链示例(焊接工序) :
失效原因:焊接电流参数设置错误(人机料法环中的"法")
失效模式:焊接强度不足(功能未达标)
失效影响:底盘连接松动→行车安全隐患(最终用户影响)
工艺工程师意义:实现"为什么失效→如何失效→影响多大"的完整分析逻辑
变革4:风险评估革命——废除RPN,引入AP行动优先级
旧版RPN问题:
数学误导:RPN = S × O × D,高严重度风险可能被低频度/探测度稀释
示例:S=10(致命)、O=1、D=1 → RPN=10(可能被忽略)
阈值武断:企业常设RPN≥100必须改进,但100分风险内涵差异大
资源错配:可能优先处理中S高O高D项目,而非高S低O低D的关键风险
新版AP变革:
行动优先级(AP) :根据S/O/D组合矩阵判定为高(H)、中(M)、低(L)三级
严重度优先原则:高严重度(S=9-10)自动触发高风险行动,不被稀释
查表判定:使用标准AP矩阵表,避免主观计算
AP行动要求:
高(H) :必须采取优化措施,分配资源优先解决
中(M) :建议采取优化措施,根据资源情况安排
低(L) :可暂不采取措施,但需监控
工艺工程师意义:聚焦本质安全,将有限资源投向真正高风险领域
变革5:S/O/D评分标准升级——更贴近工艺实际
(1)严重度(S)评分调整
旧版:侧重局部影响,描述笼统
新版:
强化安全/法规影响:违反安全法规直接评9-10分
区分PFMEA影响:对生产过程影响vs对最终产品影响分开评价
更具体化:每个评分等级都有明确的行为描述
(2)频度(O)评分依据转变
旧版:基于历史数据或主观估计
新版:与"预防控制有效性"直接挂钩
预防控制越有效 → 失效原因发生可能性越低 → O值越低
引导"预防优先"思维
(3)探测度(D)评价重新定义
旧版:标准宽泛,侧重失效模式探测
新版:关注"探测时机"与"方法成熟度"
越早发现失效原因(而非失效模式)→ D值越低(探测能力越强)
鼓励在线监测、防错装置等先进探测手段
二、RPN与AP对比深度分析
旧版RPN方法核心缺陷
| 缺陷类型 | 具体表现 | 工艺场景示例 |
|---|---|---|
| 数学稀释 | 高S被低O/D稀释 | S=10(安全风险)、O=1、D=1 → RPN=10可能被忽略 |
| 同值异质 | 相同RPN值风险内涵不同 | 7×5×3=105 vs 5×7×3=105,前者S更高更危险 |
| 阈值武断 | 企业自定义阈值缺乏科学依据 | RPN≥100改进,但99分可能包含高S风险 |
| 重探测轻预防 | 易通过增加检测降低RPN | 增加人工全检降D,但未解决根本原因 |
新版AP方法核心优势
| 优势维度 | 具体体现 | 对工艺工程师的价值 |
|---|---|---|
| 严重度优先 | 高S自动触发高风险行动 | 安全/法规风险不会被漏掉 |
| 行动导向 | H/M/L直接对应行动紧迫性 | 明确"做什么",而非"算多少分" |
| 逻辑透明 | 查表判定,避免主观计算 | 团队共识容易达成 |
| 预防聚焦 | O评分与预防控制挂钩 | 鼓励工艺参数优化、防错设计等预防措施 |
对比案例:焊接工序失效分析
假设焊接工序存在"虚焊"风险:
| 评分维度 | 旧版RPN分析 | 新版AP分析 | 差异解读 |
|---|---|---|---|
| 严重度(S) | 8(功能失效,可能导致召回) | 8(功能失效) | 基本一致 |
| 频度(O) | 4(偶尔发生,历史数据3%) | 4(预防控制:焊接参数监控,有效性中等) | 新版明确O与预防控制挂钩 |
| 探测度(D) | 3(过程检验可发现) | 5(探测时机:焊后检验,无法在线监测失效原因) | 新版区分预防vs探测,强调探测时机 |
| 风险判定 | RPN=96(8×4×3) | AP=中(M) (查S=8,O=4,D=5组合) | RPN值看似不高,但AP判定为中级风险需要关注 |
| 优化方向 | 可能增加检验频次降D | 1. 优化焊接参数(降O) | 新版引导根本预防,而非单纯增加检验 |
三、新版七步法概述及其对工艺工程师的意义
七步法全景框架
对工艺工程师的三大核心价值
1. 系统性思维建立
旧版痛点:零散填表,容易遗漏关键风险点
新版优势:强制从结构→功能→失效→风险的完整逻辑链
应用场景:新产线工艺设计、现有工序优化、问题根本原因分析
2. 跨职能协作规范化
旧版痛点:质量工程师"独角戏",工艺经验未充分融入
新版优势:强制组建跨职能团队,工艺工程师为核心成员
协作要点:
工艺工程师:提供工序知识、参数标准、历史问题
质量工程师:提供检验数据、客户投诉、风险评估方法
生产工程师:提供现场执行难点、设备限制
设备工程师:提供设备能力、维护难点
3. 预防导向落地
旧版痛点:易陷入"检测越多越好"的误区
新版优势:通过O评分与预防控制挂钩,引导根本预防
预防措施示例:
工艺参数优化:DOE实验找到最佳参数窗口
防错设计:夹具防错、传感器防错、流程防错
标准化作业:SOP可视化、关键点提示、培训认证
四、工艺场景案例说明
案例1:汽车制动钳装配工序PFMEA分析
工序背景
工序名称:制动钳活塞装配
关键功能:将活塞准确压入钳体,保证密封性
质量特性:装配压力20±2kN,密封圈无损伤
新版七步法应用
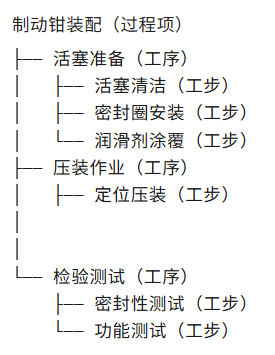
步骤2:结构分析(过程结构树)
 步骤3:功能分析(关键功能定义)
步骤3:功能分析(关键功能定义)
压力控制工步功能:"压入钳体"
功能要求:最终位置公差±0.1mm
步骤4:失效分析(失效链构建)
失效模式:活塞压入位置超差
失效影响:制动液泄漏→制动效能下降→行车安全风险(S=9)
失效原因(5M1E分析):
人:操作员压力参数设置错误
机:压力传感器校准偏差
法:压力控制程序未考虑材料弹性
环:环境温度变化影响材料尺寸
测:位置检测仪精度不足
步骤5:风险分析(AP判定)
S=9(安全风险),O=3(有预防控制但需完善),D=4(探测有时机限制)
查AP矩阵 → AP=高(H) (必须立即采取措施)
步骤6:优化措施
预防控制(降O):
实施压力曲线监控与自动补偿
压力传感器定期校准
SOP增加温度补偿参数表
探测控制(降D):
增加在线位置实时监测
引入机器学习预测超差趋势
案例2:焊接机器人工作站PFMEA分析
工序背景
工艺:MIG焊接,汽车底盘结构件
关键参数:电流180±10A,电压24±1V,速度40cm/min
质量特性:焊缝强度≥母材85%,无气孔夹渣
新旧版对比应用
传统RPN分析可能遗漏的风险:
风险点:保护气体流量不足导致气孔
S=7(功能降级,可能引起疲劳开裂)
O=2(偶尔发生,历史数据2%)
D=3(X射线探伤可发现)
RPN=42(7×2×3)→ 远低于常见阈值100,可能被忽略
新版AP分析:
S=7(功能降级)
O=2(预防控制:流量计监测,但报警阈值设置宽)
D=5(探测时机:焊后探伤,无法实时发现)
AP矩阵:S=7,O=2,D=5 → AP=中(M)
优化要求:建议采取措施,如增加流量实时监控与自动调节
工艺工程师改进方向:
根本预防:优化气体供应系统设计,增加冗余
过程监控:实时流量数据采集与SPC监控
防错设计:流量不足自动停机报警
工艺应用要点
结构分析:先画结构树,明确产品→工序→工步→要素层级
功能定义:坚持"动词+名词"格式,明确可量化要求
失效链构建:遵循"影响⬅️模式➡️原因"逻辑,结合5M1E分析
风险评估:使用新版S/O/D标准,查AP矩阵判定风险等级
优化措施:预防控制优先(降O),探测控制为辅(降D)
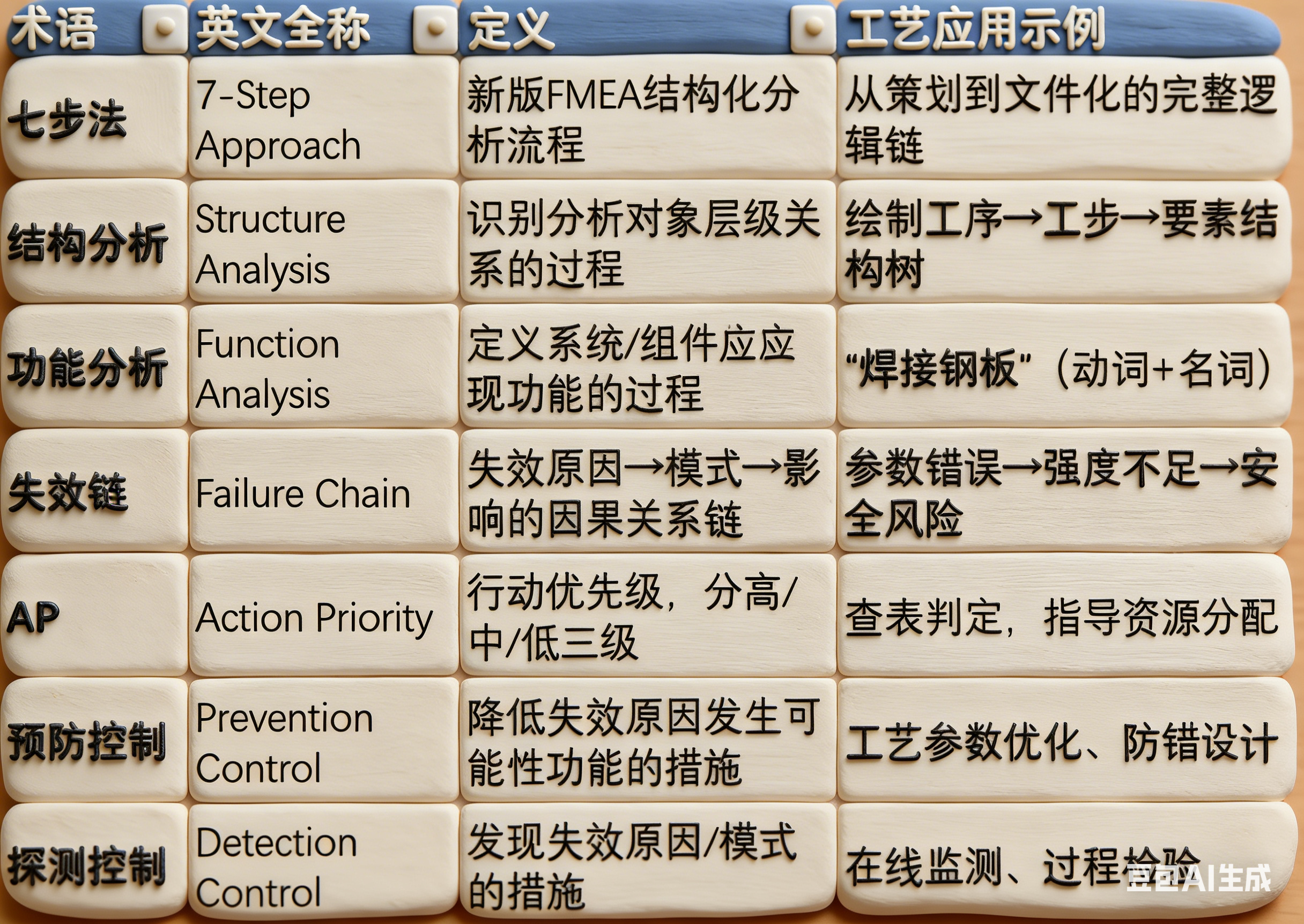
附件:新版FMEA核心术语表
 文章来源于网络,版权归原作者所有,侵删。
文章来源于网络,版权归原作者所有,侵删。