质量不是检验出来的,也不是制造出来的。当设计风险和过程控制各自为政,质量就成了"运气"。
 一、一个扎心的真相:你的DFMEA和PFMEA,其实根本没通
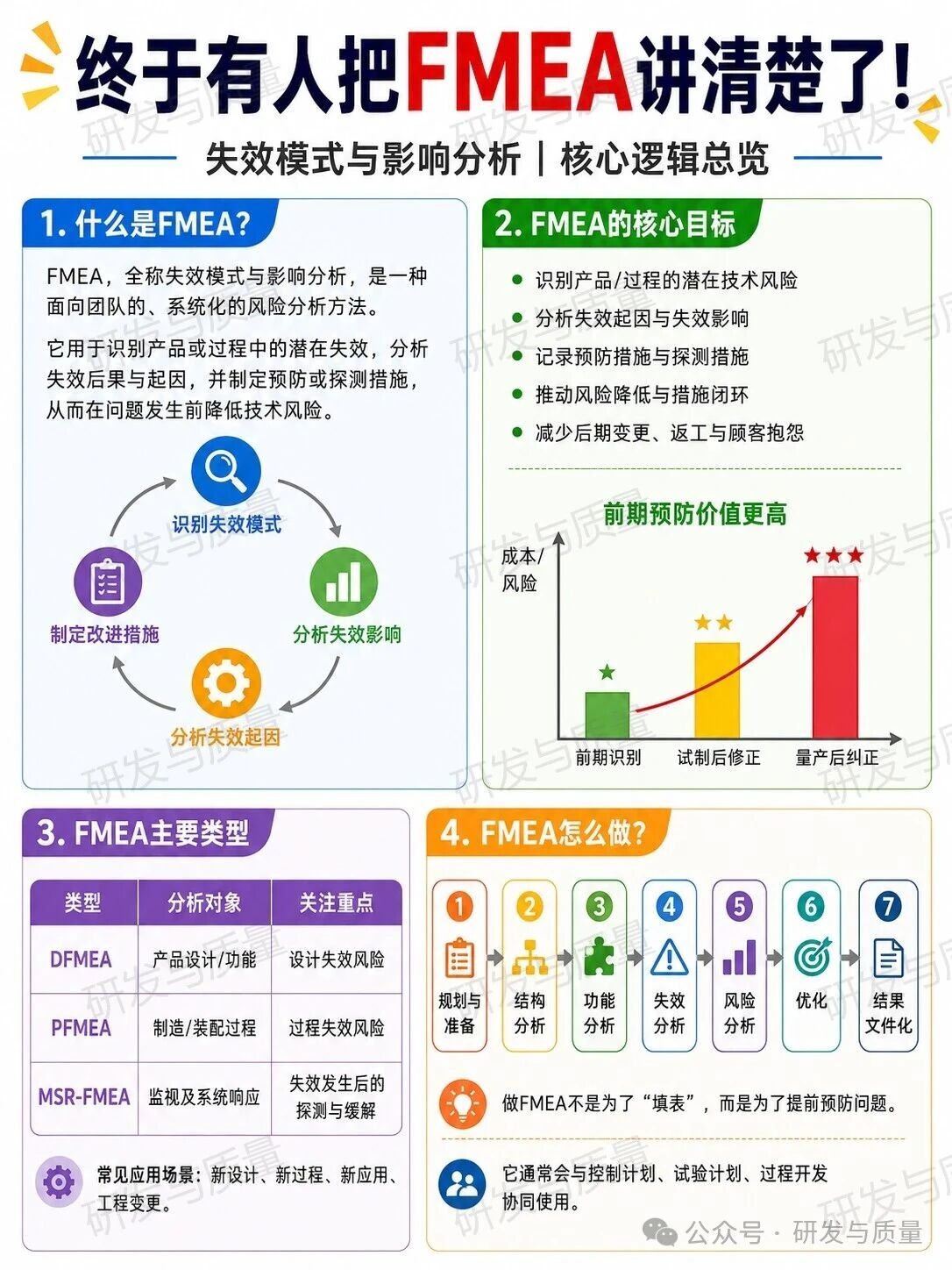
一、一个扎心的真相:你的DFMEA和PFMEA,其实根本没通很多企业花了大力气做FMEA,DFMEA填得满满当当,PFMEA也七步分析到位,审核员看了点头,老板看了放心。
但量产,质量问题照样反复冒头。
为什么?
因为DFMEA和PFMEA之间,隔着一条看不见的鸿沟。
设计团队做完DFMEA,把文件往共享盘一扔,就算"交接"了。工艺团队打开PFMEA,从头开始分析,仿佛前面那份文件不存在。
设计归设计,制造归制造。两个团队各自为战,风险在交接处悄然溜走。
这不是方法错了,是边界没划清、输出没落地、更新机制没建立。
DFMEA停在纸面风险,PFMEA停在表格动作,控制计划与现场执行严重脱节。真正打通,意味着把设计端识别的风险,系统、准确地传递并转化为过程端的控制措施。
二、打通的本质不是传递文件,而是风险的传递与转化
在很多企业,DFMEA做完给PFMEA团队"看一下"就叫打通了。
错了。
打通的本质,是风险的传递与转化。
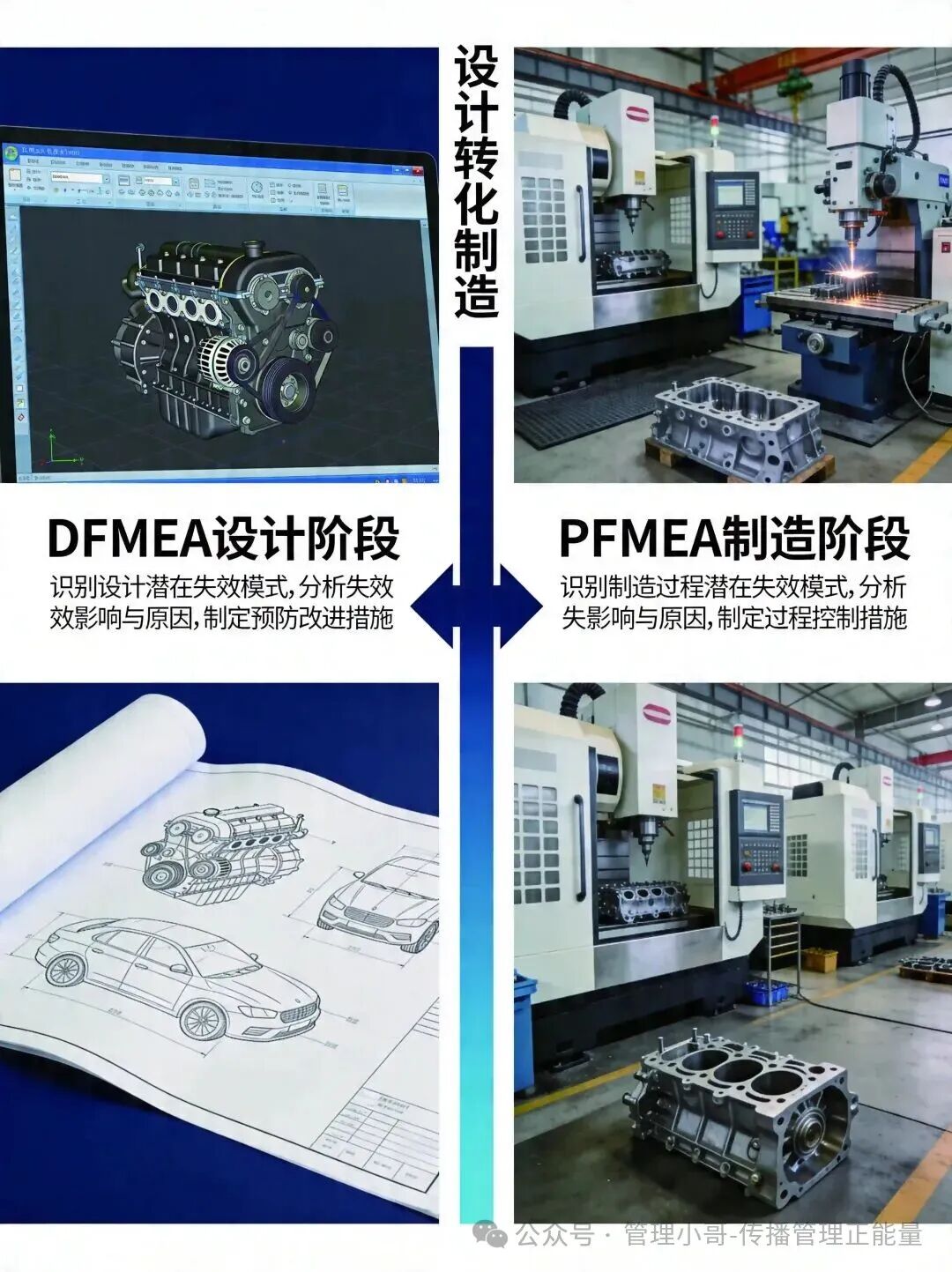
DFMEA关注的是"产品"——设计缺陷会导致什么功能失效。
PFMEA关注的是"过程"——制造变异会导致什么产品缺陷。
两者的桥梁,叫特殊特性。
DFMEA识别出的关键产品特性(CC/SC),必须传递给PFMEA,成为其分析的核心输入。PFMEA则要回答一个问题:我的制造过程,哪些环节的变异,会导致这些设计特性偏离规范?
然后,从"设计失效"推导出"制造诱因",再设计出"过程控制"手段。
设计失效 → 制造诱因 → 过程控制
这才是打通的完整逻辑链。
三、三个关键关联点,很多人制作到了第一个
[关联1:失效起因和失效模式的“身份互换”]
这是最容易混淆的地方。
DFMEA里,"壁厚设计值设定为1.8mm"是失效起因——这是设计人员可以选择和控制的参数。
PFMEA里,"注塑后壁厚实测1.75mm,低于设计下限1.9mm"是失效模式——这是制造过程没能力保证设计要求的后果。
同一个"壁厚不足",在DFMEA和PFMEA里扮演的角色完全不同。
PFMEA团队必须用工程判断,从DFMEA的失效起因(产品特性)出发,反向定义自己的失效模式:我的注塑过程哪里出了问题,才会导致这个产品特性不合格?
[关联2:失效影响和严重度必须一致]
PFMEA会分析两种影响:对产品的影响,和对过程的影响。
对产品的影响这部分,必须直接来自DFMEA的输入,也包括严重度的评价。
还是壁厚的例子:
壁厚过薄是PFMEA中的失效模式。如果没有DFMEA的输入,PFMEA团队不会了解对最终用户的影响——他们只知道"注塑机参数调错了",但不知道"壁薄了会导致什么后果"。
PFMEA里的壁厚过薄这一失效模式,最终结果和DFMEA里壁厚设计值过低这一失效起因的最终结果是一样的——都是结构强度不足、跌落测试破裂,严重度同样评8分。
但是两种截然不同的失效起因:
DFMEA里,失效起因是"设计人员把壁厚设计值定成了1.8mm"——这是设计选择的问题。
PFMEA里,失效起因是"熔体温度过低、注射压力不足、保压时间不够"——这是过程参数的问题。
如果PFMEA团队自己重新"发明"一个影响,比如只写"需要返工打磨",而不知道最终会导致"跌落破裂",或者严重度打分不一致,说明DFMEA的信息没有有效传递。
这也是为什么很多审核员会拿着DFMEA和PFMEA逐条核对——不是在找茬,是在验证风险传递是否失真。
[关联3:特殊特性的分解落地]
DFMEA识别出的产品特殊特性,只是"上半句"。
下半句必须由PFMEA来完成:把产品特性,分解为过程特性。
产品特性是"壁厚2.0mm±0.1mm",那过程特性是什么?是"熔体温度280℃±5℃"?是"注射压力120MPa±3MPa"?是"保压时间8s±1s"?是"模具温度80℃±3℃"?
产品特性如何实现,完全依赖于过程特性。这一步没做,特殊特性就是空中楼阁,控制计划也写不出真正有效的控制手段。

四、四个步骤从“各做各的”到“实现闭环”
[第一步:DFMEA输出必须“硬核”]
打通的前提是DFMEA自身质量过硬。设计团队必须做到:
功能定义清晰:不是笼统写"传递扭矩",要写"在额定负载下传递≥500N·m扭矩,持续10万次循环不失效"
失效分析到底:不仅说"轴断裂",要说"疲劳断裂,起因为应力集中系数Kt≥3.0的过渡圆角设计不足"
特殊特性明确标注:CC/SC必须在图纸和规范中显性标识,不能藏在FMEA表格里
DFMEA的输出质量,直接决定了PFMEA的起点高度。
[第二步:用流程和工具确保信息传递准确]
这是打通的关键环节。
特性传递与评审
设计团队带着DFMEA和特殊特性清单,工艺团队带着产线现状和过程能力数据,坐在一起开评审会:
设计人员解释每个特殊特性"为什么重要"、"失效后会发生什么"
工艺人员从制造可行性角度提问:"这个公差,我们现有设备能做到吗?"
双方共同评估:哪些特性需要调整设计?哪些需要升级工艺?
这个会议的价值,不是传递信息,是建立共同语言。
系统工具打通
在SDM项目管理系统中,将DFMEA与PFMEA关联起来,实现特性的双向追溯。
[第三步:PFMEA承接风险,设计过程控制]
PFMEA团队拿到输入后,不能照搬照抄,要二次分析:
DFMEA说"壁厚过薄导致结构强度不足、跌落测试破裂"。
PFMEA要问:"注塑工序中,什么会导致壁厚过薄?"
可能的失效起因:
熔体温度过低(预防:模温机PID锁定,操作工无法手动调节)
注射压力不足(预防:压力传感器实时监控,低于阈值自动报警停机)
保压时间不够(预防:程序固化保压曲线,禁止现场随意缩短)
模具温度过低(预防:每班首件模具温度点检,记录存档)
对应的探测措施:
注塑后100%自动壁厚检测(超声波测厚仪在线扫描)
SPC监控壁厚趋势,超预警限自动停机
每一个控制措施,都必须能追溯到DFMEA的一个具体失效起因。
[第四步:PFMEA反馈,反向优化DFMEA]
打通不是单向的,是闭环。
PFMEA分析过程中,经常会发现"设计给的要求,现有工艺根本做不到":
某特殊特性的过程能力指数CPK只有0.8,远低于1.33的要求
壁厚公差±0.1mm太窄,现有注塑机重复精度达不到
这时候,PFMEA团队必须提出反馈建议:
"建议将壁厚公差从±0.1mm放宽到±0.15mm,现有注塑工艺CPK可达1.5"
"建议将直角过渡改为圆角过渡,减少应力集中,可取消一道后道打磨工序"

打通之后,必须建立一条完整的追溯链,让任何人拿到一个不合格品,都能快速回答三个问题:
这个特性为什么重要? → 查DFMEA,看失效影响和严重度
过程怎么控制的? → 查PFMEA,看失效起因和控制措施
现场怎么执行的? → 查控制计划和SOP,看具体参数和频次
追溯链的顺序:
DFMEA关键特性 → 转化为过程关键特性(KPC/KCC)→ PFMEA失效模式与控制措施 → 控制计划与作业指导书 → 现场SPC/审核/检验数据
当客诉发生时,沿着这条链倒查:
不合格品是哪个特性超差?
这个特性在DFMEA里对应什么失效模式?
PFMEA里对这个失效模式设计了什么控制?
控制计划里规定的频次和方法是多少?
现场实际执行了吗?数据记录了吗?
能快速定位、快速止损、并确保不再复发——这才是打通的终极验收标准。
最后的话
DFMEA和PFMEA的打通,表面上是两个工具的衔接,本质上是产品设计与工艺设计的深度协同。
当设计人员懂得制造端的约束,工艺人员理解设计端的意图,风险在交接处不再"掉链子",质量才能真正从"靠运气"变成"靠设计"。
最专业的验收标准只有一句:当问题再次发生时,你能不能沿着"失效模式→原因/机理→预防/探测→反应→标准化更新"快速定位、快速止损、并确保不再复发?
如果能,你的DFMEA和PFMEA,才算真正打通了。
文章来源于网络,版权归原作者所有,侵删。