969
969
失效分析
失效分析目的是识别潜在失效的因果关系,也就是失效的影响、模式和原因,形成一条条失效链,而接下来的风险分析和优化改进正是基于这些失效链进行的。
功能分析之后再进行失效分析,前者是从正面进行分析,后者是从反面进行探讨,两者具有正反对称性。
对比功能分析和失效分析,也可以看出PFMEA采用了逆向思维:为了实现功能和要求,退而求其次,通过识别这些功能和要求的补集,即所有潜在失效,以预防和控制潜在失效。由于功能和失效发生的概率之和为1,失效的概率减少了,成功的概率自然就增加了。
所以,在这一步,识别出所有可能的潜在失效是关键。作为失效分析的基本工具,运用常见的失效类型和失效网可以把失效识别得完整且清晰。那么常见的失效类型有什么呢,可以和SunFMEA软件一起学习。
1 识别失效
(1)常见失效类型
功能或要求不能按期望的方式实现叫作失效。失效是根据功能和要求推导出来的,常见失效类型如下所示。
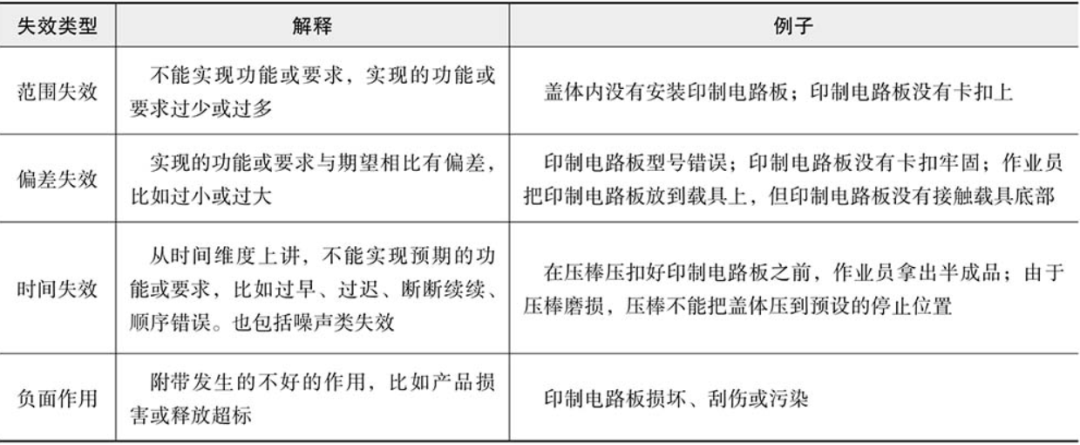 表1 过程常见失效类型——SunFMEA软件
表1 过程常见失效类型——SunFMEA软件
a.范围类失效:实现的功能或要求过少或过多,甚至根本没有功能,例如,盖体内没有安装印制电路板。
b.偏差类失效:实现的功能或要求与期望相比有偏差,比如过小或过大,例如印制电路板型号错误、印制电路板没有卡扣牢固。
c.时间类失效:在时间的维度上分析不能实现预期的功能或要求,比如过早、过迟、断断续续、顺序错误等,例如,在压棒压扣好印制电路板之前,作业员拿出半成品。
除了以上所列的失效之外,还需要分析对象在受到噪声因素干扰时表现的不足之处,也就是说,分析该对象在面对人员差异、时间变化、物料差异、外部环境等挑战时可能发生的问题,比如,由于压棒磨损,压棒不能把盖体压到预设的停止位置。由于此类失效是在某些情况下发生的,所以也把它们归类于时间类失效。
d.负面作用:涉及的对象可能受到损害、产生噪声或发热过高等,例如印制电路板损坏、刮伤或污染。不仅要用常见失效类型识别潜在失效,也需要考虑和引入相似产品和过程的经验教训。经验教训包含了历史上发生过的问题描述以及原因分析,不仅反思了问题没有成功预防及没有得到探测的原因,也包含了有效解决该问题的措施。
功能的描述语句是动词+名词+要求,在这里,要求可能不止一个方面,只有所有方面的要求都满足了,才能说功能和要求没问题,比如,作业员把印制电路板放到载具上时,在位置和方向上都有要求,缺一不可。所以,在识别失效时,首先要清楚功能和要求包含的所有方面,然后分别运用常见失效类型识别每个方面可能发生的问题。
失效的描述语句是对象+失效描述。比如,“印制电路板没有卡扣上”这个失效描述里,“印制电路板”是对象,“没有卡扣上”是失效描述。在失效的描述语句里,不管是遗漏了对象,还是遗漏了失效描述,也不管是对象描述模糊,还是失效描述模糊,这些都是不足够的,这将给接下来的理解和针对性措施的策划造成障碍。并且,如果失效有自己的专业术语,那么尽可能使用这些专业术语,因为专业术语都有明确的定义,这会让不同人的理解趋于一致。
(2)失效识别
a.识别产品或流程的失效:需要分析它们对相关方功能的失效,典型的相关方是内部工厂、外部工厂、产品或最终用户。
对内部工厂的功能失效可能是“你的工厂:挑选产品并报废不良产品”,
对外部工厂的功能失效可能是“发运至工厂:挑选产品使用,不会停线”,
对产品或最终用户的功能失效可能是“最终用户:在设计范围内,电子控制单元由于机械、电气、热应力或内外媒介而损坏”。
注意,产品的失效在它的PFMEA和DFMEA中具有一致性。
b.识别过程的失效:要着眼于该过程的输出问题,这通常是半成品或产品的失效,而不是步骤的错误,比如,过程的失效可能是“印制电路板没有卡扣上”,而不是“印制电路板放到载具上,但上下颠倒了”或者“压棒不能把盖体压到预设的停止位置”。明确产品的失效为产品的控制建立了基础。
c.识别人员的失效:要着眼于可能影响产品质量的动作错误,而不是人员心理、生理、能力、培训等问题,比如,“作业员心情不好”“作业员没有能力”“作业员培训不足”之类的失效描述都是不太合适的,这方面的问题应该由人力资源管理来解决,PFMEA关注技术性的错误以及技术性解决方案。心理因素难以控制,但人员动作的错误却可以经济地通过作业指导书或防错设计等来预防。
一般来说,人员的失效需要包含换型、安装、设置、放物料、组装、拿出料、维修、异常处理等动作错误。
🔹换型失效的例子是“作业员用错了载具”,安装失效的例子是“作业员把载具安装到盖体组装设备上,但放斜了”,
🔹设置失效的例子是“作业员设置盖体组装设备的挡块太低了”,
🔹放物料失效的例子是“作业员把印制电路板放到载具上,但上下颠倒了”,
🔹组装失效的例子是“作业员把盖体放到印制电路板上,定位柱没有通过印制电路板定位孔”,
🔹拿出料失效的例子是“作业员把组装好的印制电路板和盖体放到错误工位”,
🔹维修失效的例子是“更换压棒时,维护人员把新压棒装得太低了”,
🔹异常处理失效的例子是“当盖体组装设备异常停止时,作业员拿出产品放到下一工位”。
d.识别机器(包括工装夹具)的失效时,一般要识别机器影响产品质量的动作或作用的错误。比如“压棒不能把盖体压到预设的停止位置”。但这还不足够,这样的失效只是结果,而不是原因,并不能基于这样的失效描述预防问题,而只能被动围堵问题。
所以,还需要更深入一步,即识别失效的根本原因。因此,把失效描述成“由于压棒弯曲,压棒不能把盖体压到预设的停止位置”,这样的失效才是可以预防的。明确过程的失效为过程的控制建立了基础。
2 找出失效链
把关注元素的失效叫作失效模式,把它发生的原因叫作失效原因,而失效影响则是失效模式引起的后果。
失效原因、失效模式、失效影响形成了最简单的失效链。比如,“由于空气压力太小,压棒不能把盖体压到预设的停止位置”这个失效会导致“印制电路板没有卡扣上”,而这又会导致“在设计范围内,电子控制单元由于机械、电气、热应力或内外媒介而损坏”,这一串的因果关系就是一条失效链。
在PFMEA中,至少需要识别失效原因、失效模式、失效影响这三者形成的失效链,这就需要连接上下层具有因果关系的失效。
在连接某个功能的失效时,可以借助于已经识别了每个功能和要求失效的结构树或者结构元素、功能和失效汇总表进行,需要在和此功能连接的下层功能和要求的失效中寻找它的失效原因,而在和此功能连接的上层功能的失效中寻找它的失效影响。
失效链建立了失效的发生原因、失效模式以及失效影响,这为预防和控制措施提供了分析框架,而基于相同失效模式连接在一起的众多失效链又形成了失效网,失效网整合了相同的失效模式所有可能的发生原因以及失效影响,对问题归类很有帮助。
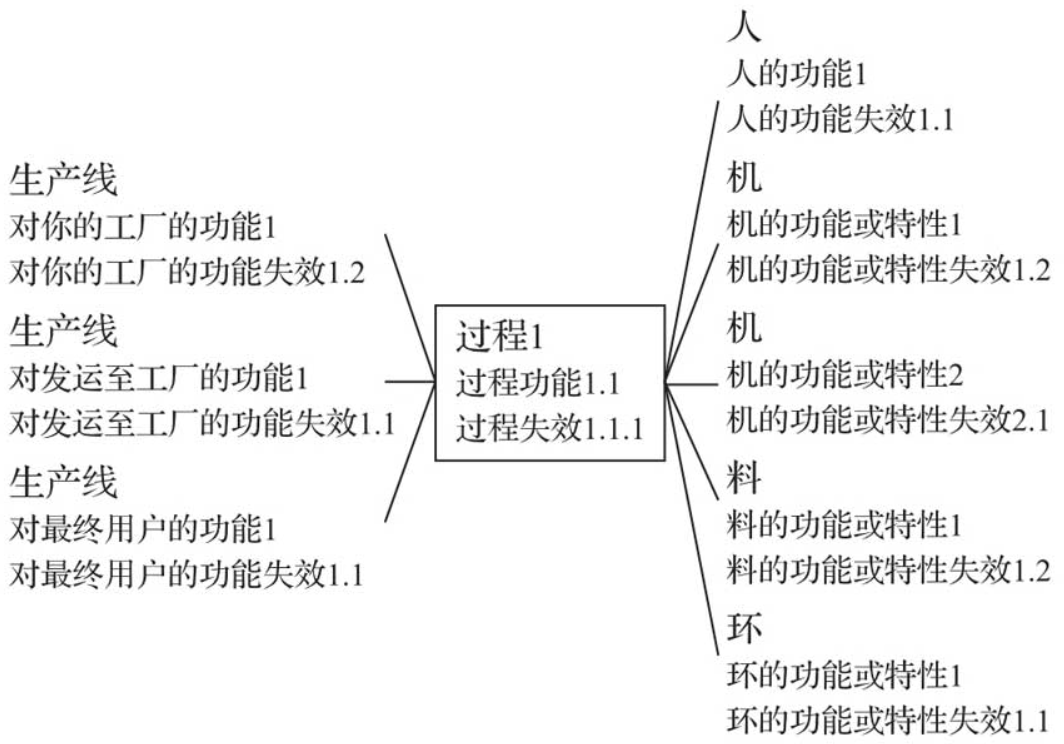 图1 失效网形式失效分析
图1 失效网形式失效分析
3 PFMEA失效分析案列
PFMEA的失效分析可以分为以下两个步骤:
1)根据常见失效类型和经验教训,识别每个功能和要求的所有失效;
2)连接上下层具有因果关系的失效,形成失效链。
仍然以“电子控制单元的生产”为例:
首先利用常见失效类型和经验教训识别了所有结构元素功能和要求的所有潜在失效,然后把识别出来的每个功能和要求的失效都记录在了FMEA软件或结构元素、功能和失效汇总表中。
针对电子控制单元生产线的失效汇总如下表2:
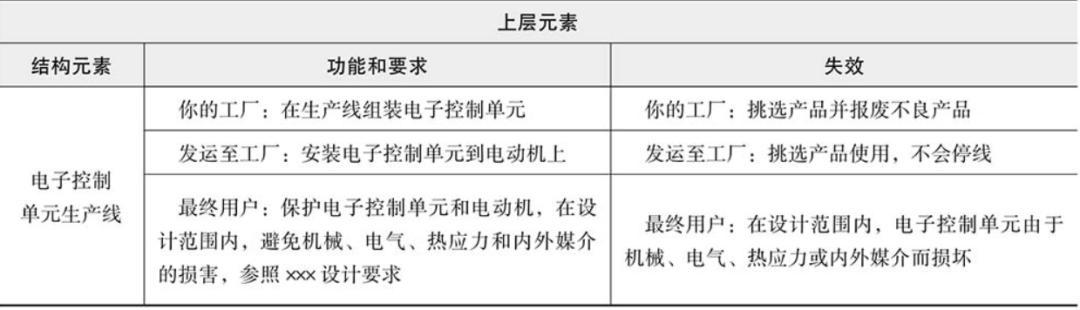 表2 电子控制单元生产线失效汇总——SunFMEA软件
表2 电子控制单元生产线失效汇总——SunFMEA软件
针对印制电路板和盖体组装的失效汇总如下表3:
 表3 印制电路板和盖体组装失效汇总——SunFMEA软件
表3 印制电路板和盖体组装失效汇总——SunFMEA软件
针对作业员和设备工装的功能失效汇总如下表4:
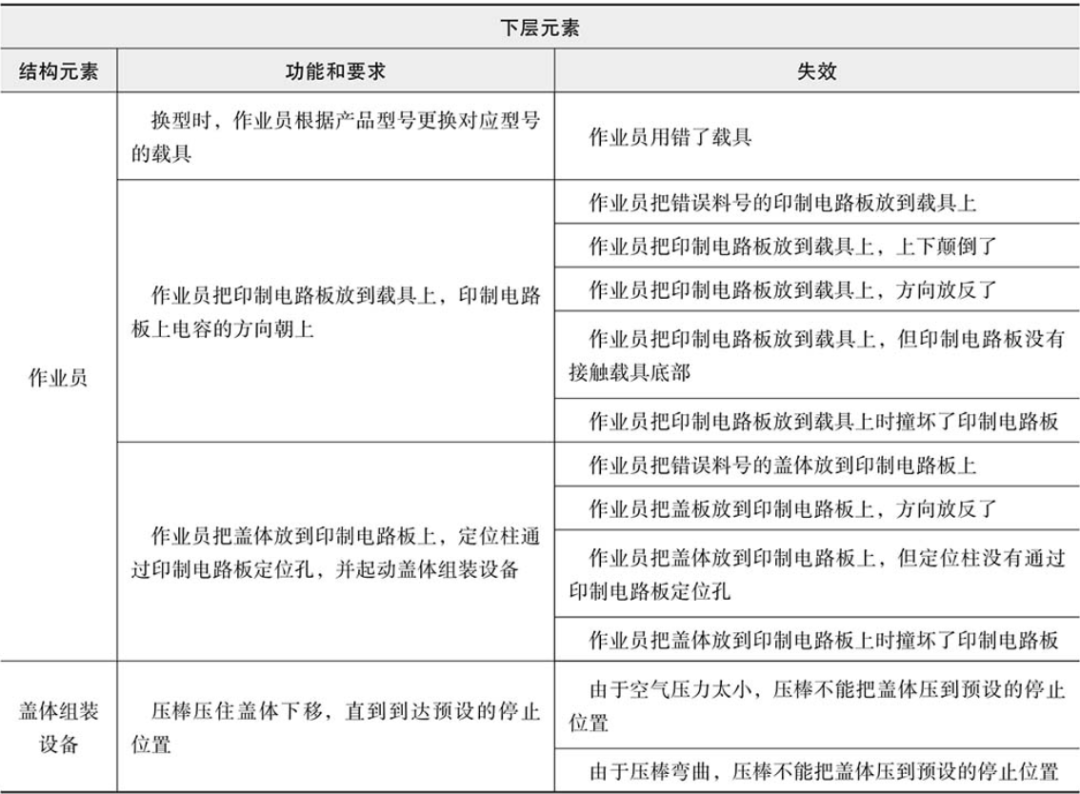 表4 作业员和盖体组装设备失效汇总——SunFMEA软件
表4 作业员和盖体组装设备失效汇总——SunFMEA软件
用失效网进行的失效分析如图2所示,这些连接的失效的功能也存在连接关系。
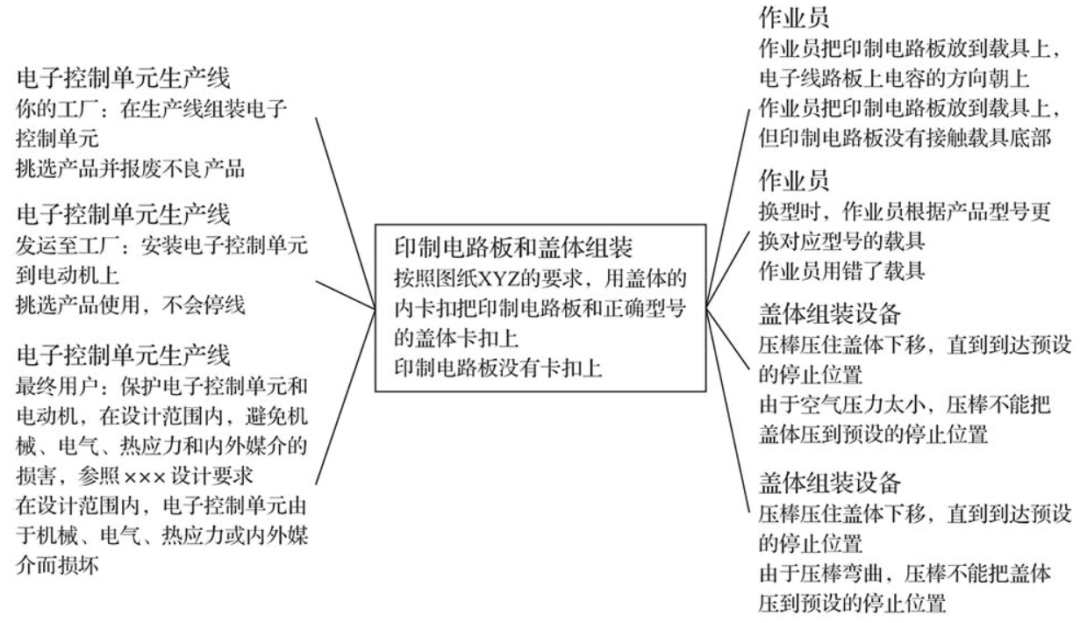 图2 失效网呈现的PFMEA失效分析案例——SunFMEA软件
图2 失效网呈现的PFMEA失效分析案例——SunFMEA软件
与失效网异曲同工,在表格软件中制作完成的失效分析见表5,表中的中括号标示了各个失效属于的结构元素。
 表5 表格呈现的PFMEA失效分析案例——SunFMEA软件
表5 表格呈现的PFMEA失效分析案例——SunFMEA软件
来源:一起改善,版权归原作者所有,侵删。



长按屏幕识别二维码
打开手机扫描二维码