很多人做不好 AIAG-VDA 新版 FMEA,卡点从来不是 S/O/D 打分规则,也不是表格模板,核心症结卡在七步法第 4 步失效分析:失效影响 FE、失效模式 FM、失效起因 FC 相互混淆。
日常典型错误比比皆是:
✅ 把客户抱怨直接写成失效模式
✅ 将设备参数不足定义成失效模式
✅ “人为失误” 笼统充当失效起因
✅ “功能不良” 模糊描述失效影响
✅ 混淆预防措施、探测措施的管控对象
一旦失效链逻辑错乱,后续严重度 S、发生频度 O、探测度 D 打分、AP 措施优先级判定全部失去依据。
新版 FMEA 底层逻辑:先搭建完整失效链,再开展风险打分。
延伸思考:不少质量从业者学习 MSA、SPC、FMEA 时,最大痛点是只会背诵理论,不清楚现场落地方法。建议系统学习六西格玛体系,整合质量工具、数据分析、持续改善整套逻辑,打通理论与现场应用。
一、什么是 FMEA 失效链?
按照 AIAG-VDA FMEA 七步法框架,失效分析是承上启下的关键环节。无论 DFMEA(设计 FMEA)还是 PFMEA(过程 FMEA),都必须构建标准化因果失效链:

🧨 FC(失效起因)→ FM(失效模式)→ FE(失效影响)
因果逻辑解读:
因为失效起因 FC 发生 → 引发失效模式 FM(对象功能无法达成) → 最终产生失效影响 FE(各类不良后果)
术语 核心问题
FE 失效影响 失效发生后,会带来什么后果?
FM 失效模式 被分析对象,哪一项功能没有实现?
FC 失效起因 是什么原因导致功能失效?
⚠️ 重中之重:FE/FM/FC 没有绝对固定的文字定义,层级决定身份!取决于当前你的分析对象是谁!
举例:现象「密封件泄漏」
整车系统层级:泄漏 = 失效影响 FE
密封零部件层级:泄漏 = 失效模式 FM
密封材料层级:泄漏属于材料老化带来的失效影响 FE
核心准则:先锁定【分析对象】→梳理【对象对应的功能】→推导失效模式,再向上推导后果 FE、向下挖掘根因 FC。分析边界模糊,失效链必然混乱。

二、深度拆解:FE、FM、FC 标准化写法
1. FE 失效影响 Failure Effect
核心定位:失效模式带来的后果,站在上游 / 客户视角描述,≠失效本身
DFMEA 视角:影响面向整车、上层系统、终端用户、法规安全;
PFMEA 视角:兼顾内部下工序、产线生产损失、终端客户不良。
客户范围包含多层级:终端消费者、下游装配工序、售后、监管机构。
✅ 判断口诀:这件坏事发生之后,谁会承受什么结果?
合格示例:
客户无法正常控制车窗、下工序无法装配、系统压力持续下降、产生异响引发客户投诉、不满足法规安全要求
避坑提醒:
螺栓未拧紧、密封圈漏装≠失效影响,属于 FM/FC 候选;
👉 FE 描述精准度,直接决定严重度 S打分合理性,描述越笼统,打分越容易主观。同一失效模式存在多条后果时,按照最严重后果判定 S 分值。
2. FM 失效模式 Failure Mode
核心定位:分析对象自身,功能未达成的客观状态!失效链中间枢纽
两个必要前提:①明确当前分析对象 ②明确对象对应的预期功能
规范要求:使用专业技术术语描述,不等同于客户直观感受的投诉语言。
✅ 判断口诀:这个零件 / 工序规定要实现 XX 功能,现在它没做到,是什么状态?
📌 DFMEA 案例(密封件,功能:长期维持密封、防止介质渗漏)
失效模式:密封力不足、密封失效、耐久后密封性能衰减
📌 PFMEA 案例(轴承压装工序,功能:将轴承压至规定轴向尺寸)
失效模式:轴承压装不到位、压装位置偏斜、压装深度超差
典型错误区分:
密封件断裂 ✅ FM(密封件功能失效)
设备压力不足 ❌ 不属于 FM,属于诱发失效的 FC
客户噪音投诉 ❌ 不属于 FM,属于失效带来的 FE
3. FC 失效起因 Failure Cause
核心定位:造成失效模式发生的机理、源头要素,用来制定预防措施
DFMEA 起因来源:设计短板、材料选型、结构参数、公差、仿真边界、寿命假设缺陷
PFMEA 起因来源:4M1E(人、机、料、法、环、测)各类波动要素
✅ 判断口诀:是什么因素,导致出现这条失效模式?能否通过优化从源头减少失效发生?
📌 DFMEA 起因示例:
材料压缩永久变形过大、密封槽压缩量设计不足、高低温回弹性能不足、密封面粗糙度设计不合理
📌 PFMEA 起因示例:
定位夹具磨损、压装行程参数设置错误、零件放置不到位、传感器判定阈值不合理
❌ 禁止笼统写法:操作不当、设备异常、管理不到位、人为失误
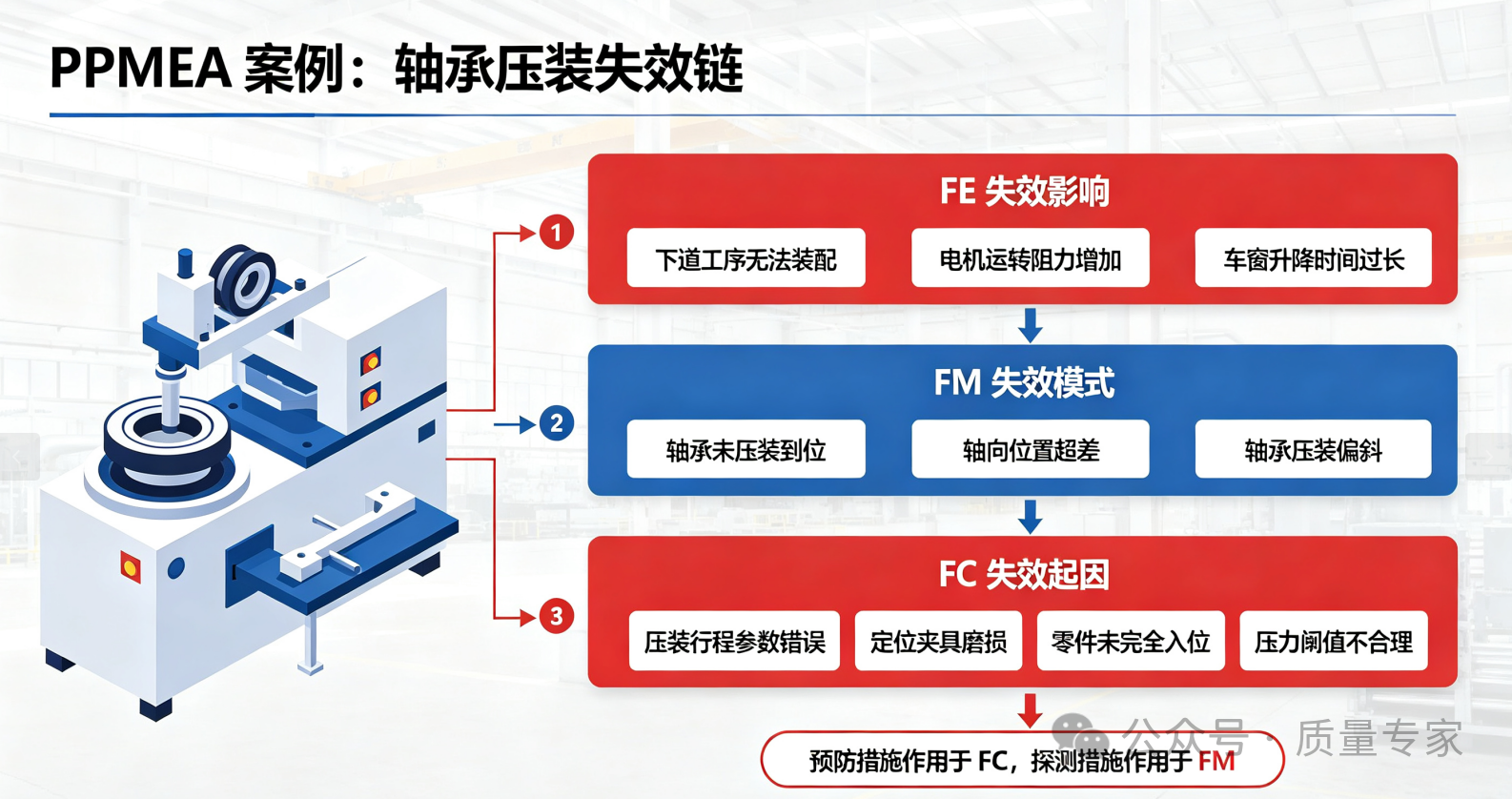
FC 越具体,预防措施 PC 越具备落地性;预防措施作用于 FC,用来降低发生频度 O;探测措施 DC 只能识别已发生的 FM,无法减少失效产生!
单纯增加检测工位,不能改善 O 值,这是大量工程师长期存在的误区。
三、实战案例完整演示(图文适配素材)
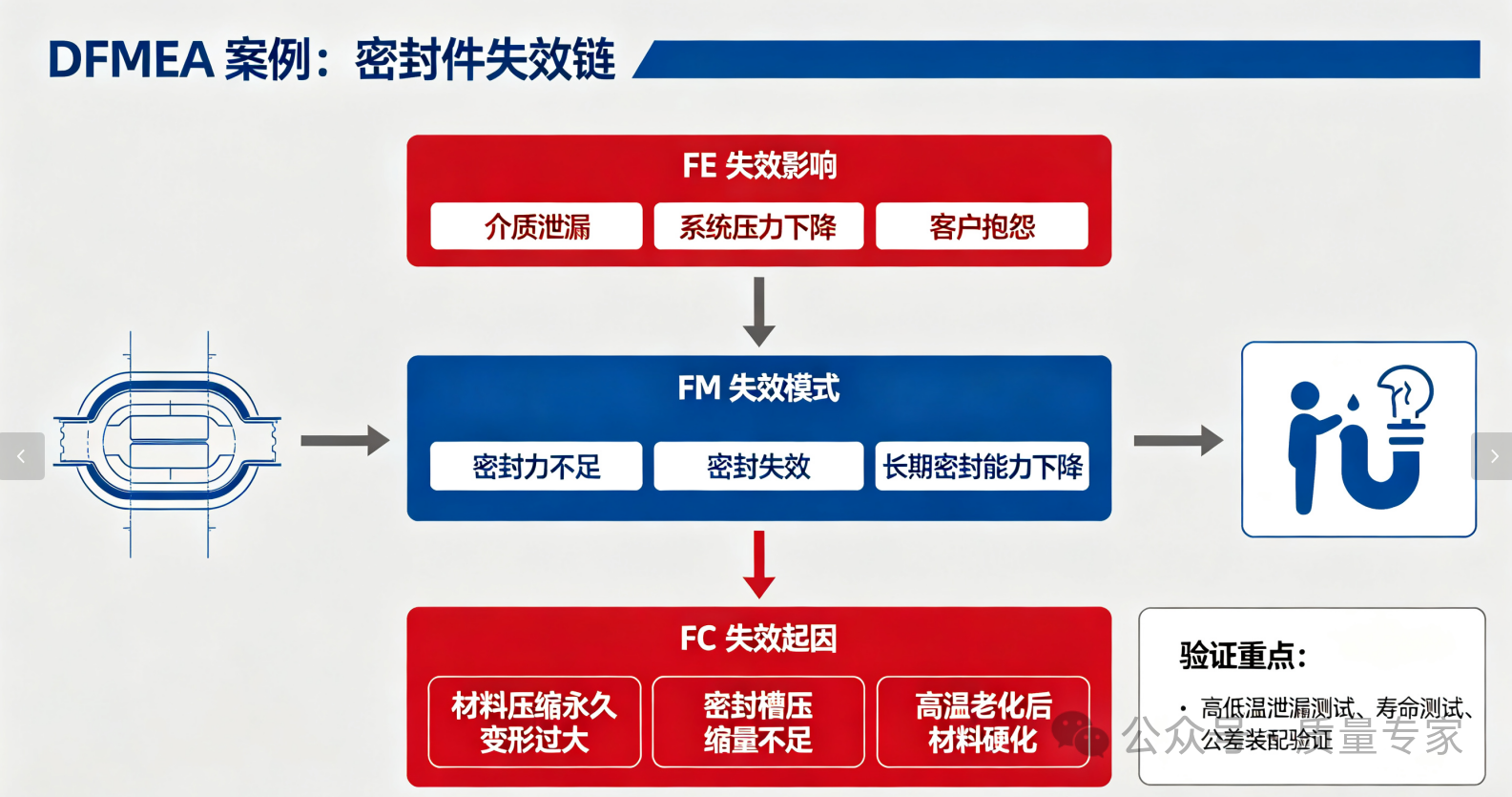
案例① DFMEA|密封件设计分析
对象功能:规定温度、压力、寿命周期内持续密封,阻隔介质泄漏
🔗完整失效链
FC 失效起因
材料压缩永久变形超标|密封压缩量设计不足|高温环境材料硬化|低温回弹不足|装配公差叠加预压力不足
↓
FM 失效模式
密封力低于设计要求|密封失效|长期使用密封能力衰减
↓
FE 失效影响
介质渗漏 → 系统压力下降 → 整机性能衰减 → 客户投诉 → 极端工况不满足安全法规
💡落地延伸:产品 DVP&R 验证计划,必须围绕 FC、FM 制定试验项目
高低温耐久泄漏测试、压缩永久变形试验、极限公差装配验证、介质相容性测试
案例② PFMEA|轴承压装工序 OP30
工序功能:将烧结轴承精准压装至规定轴向位置
🔗完整失效链
FC 失效起因
压装程序提前终止|压装行程参数错误|定位夹具磨损|工件未完全就位|压力判定阈值不合理
↓
FM 失效模式
轴承压装不到位|轴向尺寸超差|轴承压装倾斜
↓
FE 失效影响
下道工序装配困难|电机运转阻力上升|车窗升降超时|终端客户体验不良
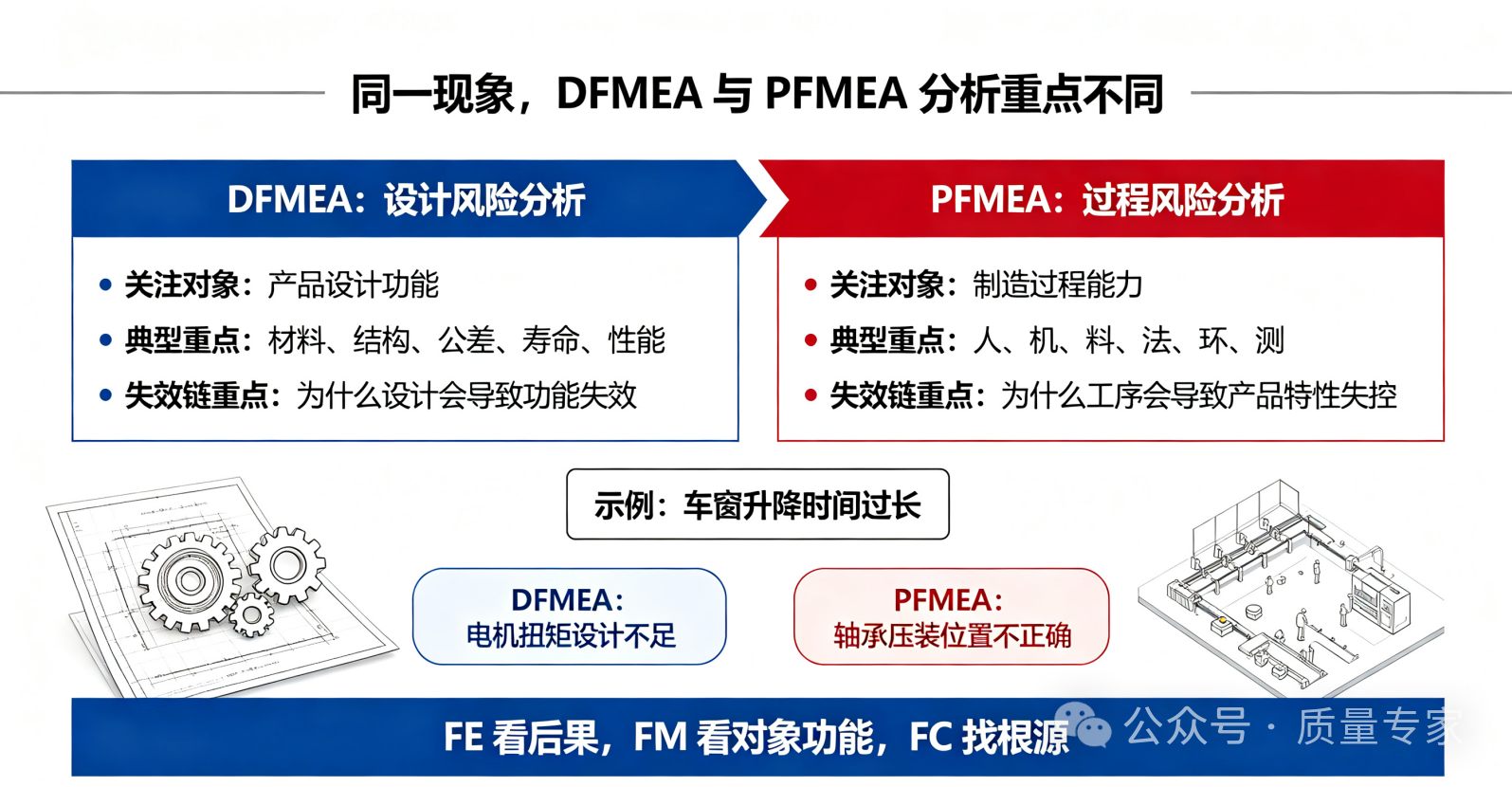
⚠️关键区分:DFMEA VS PFMEA 不要简单复制失效内容
同样现象「车窗升降速度过慢」
DFMEA:诱因可能是电机扭矩设计不足(产品设计层面 FM)
PFMEA:诱因可能是轴承压装位置偏移(制造过程层面 FM)
两者失效模式、起因完全不同,风险管控侧重点不一样!
文末总结
FMEA 失效链逻辑总结一句话:
FE 向上看后果、FM 盯住本对象功能、FC 向下挖根源
梳理失效链顺序建议:
锁定分析对象→明确【功能】
推导【FM 失效模式】(功能丧失状态)
向上追溯【FE 失效影响】(后果,用于 S 打分)
向下深挖【FC 失效起因】(根因,用于制定预防措施、O 打分)
只有失效链逻辑通顺,FMEA 才不再是应付审核的纸面文件,真正实现前置风险预防。