1102
1102
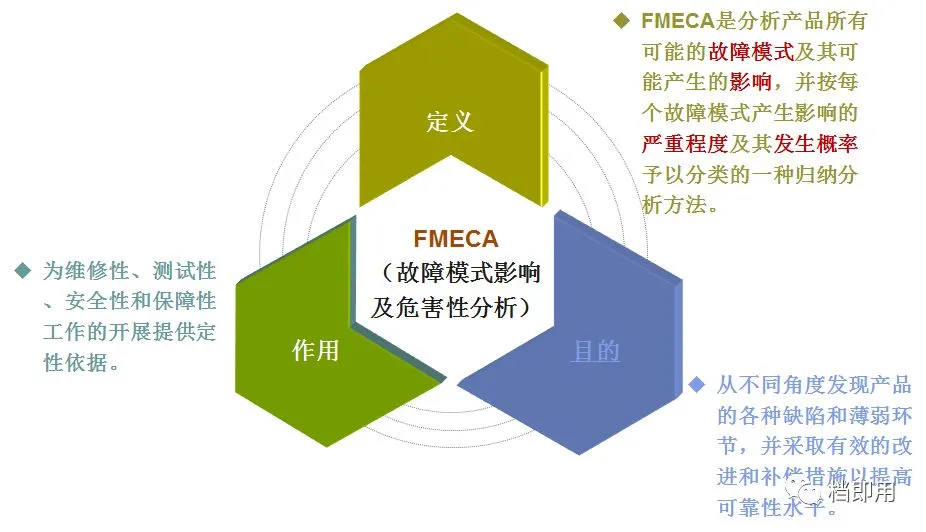
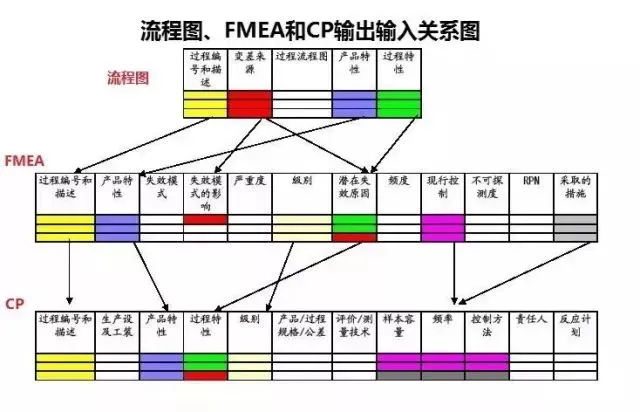
外资OEM及零部件供应商目前一般都有非常成熟的指南来指导FMEA在产品设计阶段的应用。随着新版FMEA手册的发布,国内很多公司都希望将FMEA真正引入到自己的研发流程中并且落地执行,同时希望尽量减少FMEA与现有工作流程的冲突,还要能够最大化的发挥出FMEA的价值。这需要各部门的通力合作,以及企业高层的重视,第三方咨询服务通常也是必要的。其中理清FMEA与SPC、MSA、CP等工具之间的关系,是企业成功实施FMEA的重要因素之一。
FMEA作为APQP的五大工具之一,在其中的作用越来越重要,往往是客户审核的核心文件。最新的FMEA实践要求在产品设计概念成熟之后尽早启动FMEA的工作,系统FMEA和设计FMEA可以对整个产品、各个子系统以及零部件的风险进行识别并定义相应的控制措施,过程FMEA可以对生产和组装过程的风险进行识别并定义相应的控制措施。在FMEA实践过程中我们会接触到DVP&R、特殊特性清单、POKA-YOKE防呆、功能安全、SPC管控、MSA维护等质量相关工具。我们以FMEA的实施流程为主线,对他们之间的关系进行简要分析。
步骤一:规划和准备 在FMEA准备阶段,我们通常需要准备必要的文档材料。通常包括:类似项目的FMEA文件、客户需求、产品技术清单、Lessons Learned、质量问题清单等;针对DFMEA需要准备材料还有框图、interface清单/矩阵等;针对PFMEA需要准备过程流程图。
在FMEA准备阶段,我们通常需要准备必要的文档材料。通常包括:类似项目的FMEA文件、客户需求、产品技术清单、Lessons Learned、质量问题清单等;针对DFMEA需要准备材料还有框图、interface清单/矩阵等;针对PFMEA需要准备过程流程图。
第一步所涉及到的工具和材料都是作为新项目FMEA的输入信息,作为项目的参考和准备资料。
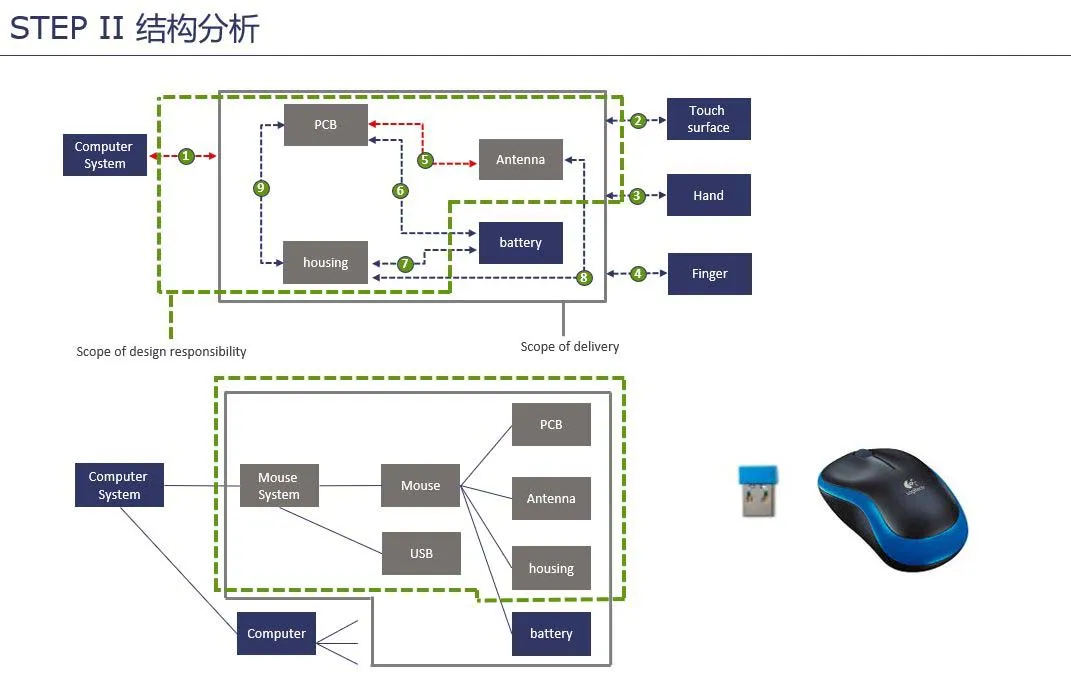
PFMEA结构分析需要借助过程流程图,流程图的工序步骤作为结构树中的第二层级。
步骤三:功能分析 DFMEA的功能分析通常可以借助P图,将输入转化为输出即为分析对象的功能。
DFMEA的功能分析通常可以借助P图,将输入转化为输出即为分析对象的功能。
PFMEA的功能分析可以参考产品的DFMEA,以及类似产品的特殊特性清单。
失效分析依据墨菲定律,将所有的功能转化为一个或多个失效。在进行失效分析时需要用到企业质量问题清单,8D报告等材料。
步骤五:风险分析 风险分析需要针对失效原因制定预防措施和探测措施。SPC控制、POKE-YOKA、MSA监测维护、设计评审、DOE、CAE/CAD分析等都可以成为控制风险的预防措施。针对样品的各种检测试验都是控制风险的探测措施,将DFMEA的探测措施整理到一起就是DVP&R的输入材料。依据探测措施制定的DVP&R,在对应的检测完成之后需要将相应信息更新到FMEA文件中。
风险分析需要针对失效原因制定预防措施和探测措施。SPC控制、POKE-YOKA、MSA监测维护、设计评审、DOE、CAE/CAD分析等都可以成为控制风险的预防措施。针对样品的各种检测试验都是控制风险的探测措施,将DFMEA的探测措施整理到一起就是DVP&R的输入材料。依据探测措施制定的DVP&R,在对应的检测完成之后需要将相应信息更新到FMEA文件中。
通过风险矩阵、行动优先等级AP等工具识别出高风险项后,需要针对性地制定优化措施以进一步控制风险。这一步中并不会牵涉到特别的工具,与第五步比较类似。
不同企业一般会有自己的报告格式模板,其中包含必要的关键信息即可。通常报告中需要给出与其他质量工具的接口的说明。
文章转载自网络



长按屏幕识别二维码
打开手机扫描二维码