1487
1487
以下是很多公司的PFMEA中常见的错误,失效原因描述为:“操作员未正确操作;作业员未阅读SOP;作业员技能不足,未使用正确的维修工具;上料错误;操作工粗心,操作失误;标识问题;过程问题;误操作;操作不规范;误判;来料错误”;失效后果描述为“顾客不满意、顾客抱怨”,更不用谈失效模式仅仅基于已有的经验来识别,而且很多与过程的功能要求不搭界。
在Dell PFMEA中,PFD、PFMEA和PMP是紧密联系在一起的三个模块,缺一不可。而且最主要的特色是强化了PFD的要求,以及三个模块之间严密的输入输出的逻辑关系。PFD是PFMEA的输入,PFMEA是PMP的输入。
归结来讲,有效PFMEA具有以下特色:
在PFD中,强调对过程流程图的细化,基于过程步骤再细化到 “六种基本操作( 加工、搬运、存/取、检验、返工、报废/遏制)”。将过程步骤细化到基本操作的益处是能将每个过程步骤的所有要求细化到每一个操作,同时,基于已归纳出来的每种操作的基本要求,有利于全面识别每个过程步骤的所有要求:
“拿取”操作的基本要求:(1)取正确规格的零件/材料;(2)取件的数量正确;(3)取件时不损伤零件。
“存储”操作的基本要求:(1)产品存放在正确的位置(包括无混放、无错放);(2)存储期间产品无损伤。
“搬运”操作的基本要求:(1)搬运期间产品无损伤;(2)产品放置方向正确;(3)搬运到正确的位置;(4)搬运期间数量无增减。
检验操作的基本要求只有两个:(1)不错判(不将合格品判为不合格品);(2)不漏判(不将不合格品判为合格品)。注意:“产品合格”不是检验操作的要求。
“返工”操作的基本要求:(1)返工件得到正确标识;(2)返工件不被误使用;(3)正确记录返工件信息;(4)返工中的加工操作因加工工艺不同会有各种各样的要求;(5)返工期间重新检验。
“报废/遏制”操作的基本要求:(1)报废件得到正确标识;(2)报废件不被误使用;(3)正确记录报废件信息。
“加工”操作的基本要求:根据加工工艺的不同会有各种各样的要求。
在流程图中,强调识别每种基本操作所涉及的“切换”,因为不适当的“切换”是导致失效的一类原因。切换的类型包括:产品切换、标签切换、硬件切换、软件切换(包括作业指导文件)和辅助用品切换。每种基本操作对应的“切换”类型各有不同,如:“拿取”的操作会涉及产品切换、标签切换、硬件(盛装的容器)切换、软件(取料指导书)切换和辅助用品切换,但“加工”操作只有硬件和软件切换和辅助用品切换,不会涉及产品切换,如果加工时的来料出错,那不是加工操作的问题,而是“拿取”操作的问题。
3、厘清失效与失效模式的概念以及它们与功能和功能要求之间的关系
在PFMEA中,失效的定义是功能得不到满足,没有识别出过程操作的功能就无从谈“失效”。失效模式的定义是失效的表现形式,失效的表现形式要基于功能的要求来确定(功能要求完全丧失、功能要求降低/亢进、功能要求随时间衰退、功能要求间歇性降低、非预期的功能要求都相应地对应不同的失效模式),因此没有识别出过程操作的功能要求就无从谈“失效模式”。
FMEA关注的不是“纪律问题”,它是关注技术问题的预防性风险分析工具。因此,在PFMEA中永远不能将“操作工未按作业要求执行”列为失效原因,FMEA团队应意识到建立作业指导规范并开展相应培训是一项很好的预防控制措施,要关注作业要求是否真在作业指导书中予以规定。另外必须摒弃“加强检验”、“加强培训”中的“加强”二字,一是何谓“加强”无法验证和衡量,二是如果是纪律问题,“加强检验”、“加强培训”就又变成了不是FMEA所要关注的纪律层面的事情。
针对人的因素,PFMEA的出发点是基于人在操作时是会出现疏忽的,但故意违反操作纪律的行为不会被当作问题列入PFMEA。FMEA需要关注的是即使操作工故意出错或因身体原因导致出错,过程也能从技术上保障不会出错。当然诸如操作工私自拆除传感侦测装置的行为只能纪律约束了,但作为FMEA团队中的技术人员应反思为什么操作工会拆除传感侦测装置,通常是影响了他们的生产效率或经常出现误报警,这样深层次的问题当然是技术人员需要进一步探究的。所识别的失效原因应是技术上可控制、可纠正的,在描述失效原因时只能从技术的角度描述,比如:漏装螺母、漏锁螺钉、漏装密封圈等,不能笼统泛泛地描述成“操作工失误”,或“操作工未按要求操作”。
从因果逻辑上讲,前操作/前过程的失效模式会是后操作/后过程的失效原因,前操作/前过程的失效后果是后操作/后过程的失效模式。在我们所教导的PFMEA中,对失效模式、失效后果和失效原因是有明确界定的,所分析的操作其要求没有得到满足,一定是该操作的失效模式,而不会将它列为后续操作的失效原因。在识别所分析的操作的失效原因时,一定是基于前操作输入的“来料是正确的”这个基础。
很多的FMEA没有正确且完整地识别出失效模式,其根本原因是在分析之时未识别“要求”或“要求”识别不全。最好的建议是在FMEA文件格式中将功能和要求分开,以便让FMEA团队关注对“要求”的识别。
很多的FMEA中出现将失效原因或失效后果识别为失效模式的情形,其原因也是在于没有识别“要求”,要求没有得到满足就是失效模式。比如:“安装螺钉”的操作,其要求是“四颗螺钉”,则失效模式为“螺钉少于四颗”,而不能识别为“漏装”,因为可能在实际中已装了四颗螺钉,但因螺牙规格小了导致即使锁紧后在后续流转过程中螺钉松脱丢失。“噪声”只有在客户使用产品时才能表现出来,因此,在PFMEA中,“噪声过大”不可能被识别为失效模式,而应该是失效后果(即对于顾客的影响)。
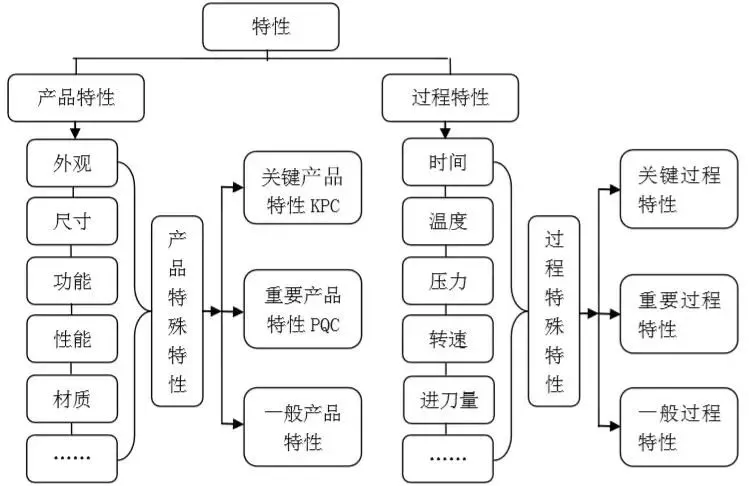
制造过程的根本目的是生产满足设计要求的产品,有两个层次的失效模式需要识别。首先,第一个层次要识别过程/操作的产品特性要求,产品特性的要求未得到满足就是一种失效模式,相应地,导致产品特性的要求未得到满足的过程特性就是失效原因;然后,第二个层次应识别过程特性的控制要求,有控制要求的过程特性未达到控制的要求就是一种失效模式,导致该过程特性未达到控制要求的过程特性,则是对应的失效原因。也就是说,PFMEA涉及两重控制:第一层是产品特性的控制,第二层是过程特性的控制。举例来说:冲压操作第一个层次的产品要求是冲压件无开裂,那么失效模式是:冲压件开裂,其失效原因是:冲压力过大(冲压力是过程特性)。通过DOE(试验设计)确定冲压力的控制要求为1000N~1200N,那么在第二个层次上,要求冲压力控制在1000N~1200N,这时会有两个失效模式:(1)冲压力过高;(2)冲压力过低。针对第(1)种失效模式的失效原因之一可能是冲压力设置过高,针对第(2)种失效模式的失效原因之一可能是冲压力设置过低。
在失效原因与失效模式之间,失效原因是“因”,失效模式是“果”;在失效模式和失效后果之间,失效模式是“因”,失效后果是“果”。所以失效模式既是因(相对于失效后果)又是果(相对于失效原因)。在做FMEA分析时,若能有意识地做双重因果检验,经常能发现一些因果检验不能通过的情形,从而避免错误地识别失效原因和失效后果。为了便于做直接的因果检验,建议参照类似福特公司的FMEA规定,失效原因只列导致失效模式发生的直接原因。这并不是说不关心失效的根本原因,其实,针对根本原因的预防控制措施是最有效的,在确定预防措施时通常会进行根本原因的分析。另外,因为失效原因、失效模式和失效后果构成了因果链,所以失效原因其实也是失效后果的原因,只不过不是直接原因。
通过用图示化的判定流程让学员准确掌握严重度S的评分标准;发生度O是基于失效原因导致失效模式发生的可能性来确定的,失效原因发生的可能性不等于失效原因导致失效模式发生的可能性;按探测时机的不同(本操作探测/后续操作探测)、探测手段的不同(目检/属性型检验/计量型检验)、探测后响应的不同(人工干预/机器自动干预)和探测对象的不同(失效模式/失效原因)进行分类阐释能让学员很快厘清探测度D的评分标准。基于SOD的评分和特殊特性的定义,掌握如何确定关键产品KPC、顾客关注产品特性QCI、关键过程特性KCC、质量控制特性QCC等产品和过程的特殊特性。
FMEA的理念是不要求一次性解决所有问题,而是要不断识别优先需要解决的问题。最好的做法是将流程图细化到六种基本操作的层面,但在做PFMEA的分析时,FMEA团队还是要贯彻优先原则,每次都优先对所识别的相对来说重中之重的过程步骤及其操作进行分析,依次不断持续,最后达至对整个流程图范围内的过程步骤及其操作的全面分析。
文章转载自网络



长按屏幕识别二维码
打开手机扫描二维码